
厌氧氨氧化技术是公认的低碳节能的生物脱氮技术,相对于常规的硝化-反硝化工艺,能节省60%以上的曝气能耗及100%的有机碳源,且工艺过程中污泥产量极低,容积负荷也比常规的硝化-反硝化提高5~10倍。对低碳/氮比的氨氮废水处理,具有明显的低碳、节能、减排优势。
在废水处理过程中使用厌氧氨氧化脱除氨氮与总氮,有助于在水处理领域为实现“双碳”目标作出贡献。正因为如此,对氨氮废水处理进行厌氧氨氧化研究的单位非常多,基本上开设环境工程专业的高校都有开展厌氧氨氧化相关研究。近年来,关于厌氧氨氧化的研究论文也大幅增加,虽然能大规模产业化应用的单位不多,但采用厌氧氨氧化脱除氨氮的工程化应用也慢慢多起来。
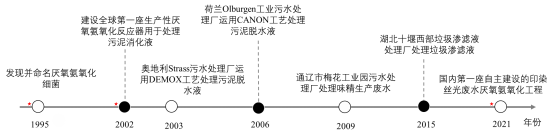
01厌氧氨氧化工艺的发展历程
废水生化处理工艺的开发和应用,相对于1893年开始应用的生物滴滤池,1914年开发的活性污泥法,厌氧氨氧化生物脱氮工艺差不多是最新开发的生化处理工艺,厌氧氨氧化发展的大致时间轴如下:
02厌氧氨氧化反应器的主要结构设计形式
厌氧氨氧化脱氮反应过程分两步进行。第一步氨氮首先被氨氧化菌氧化为亚硝酸盐,然后亚硝酸盐与氨氮在厌氧氨氧化菌(通常为红色,故又称红菌)作用下转化为氮气,从而从废水中脱除氨氮与总氮。
由于厌氧氨氧化脱氮反应分两步进行,从反应器设计形式上主要有两种:一种是分步设计,亚硝化反应器与厌氧氨氧化反应在两个反应器中进行,两个反应器采用串联设计,含氨氮废水先经过亚硝化,然后含有亚硝酸盐的废水,再与氨氮废水在厌氧氨氧化反应器中进行厌氧氨氧化脱氮反应。另外一种是一体式设计,亚硝化与厌氧氨氧化在同一个反应器中进行。通常认为在厌氧氨氧化菌的外面包裹着一层氨氧化菌,外围的氨氧化菌又保护着内部的厌氧氨氧化菌不受外部的溶解氧侵害。反应过程是部分氨氮通过外层的氨氧化菌氧化为亚硝酸根,与氨氮一起,扩散到菌体的内层,通过厌氧氨氧化菌转化为氮气。
由于厌氧氨氧化一体式反应器具有结构简单、操作容易的特点,因此目前工程化应用的厌氧氨氧化装置绝大部分(约80%)采用一体式反应器设计。
03厌氧氨氧化反应器的污泥形态
厌氧氨氧化反应器根据污泥形态不同,可分为悬浮颗粒污泥的反应器、生物挂膜填料反应器。这两种类型的反应器都有应用,各有其优缺点。
悬浮颗粒污泥反应器为了保证比较好的固液分离,在反应器的上部必须安装三相分离器,促进气液固三相的分离,绝大部分悬浮颗粒污泥在三相分离器处释放出氮气,又沉入反应器中,水则从三相分离器处溢出。悬浮颗粒污泥反应器具有结构相对简单,且能产生作为资源的厌氧氨氧化颗粒污泥。对进水的水质比较稳定的高氨氮废水,如污泥的厌氧消化液、经过IC或UASB脱除COD后留下高氨氮的食品加工废水,都适宜采用悬浮颗粒污泥的厌氧氨氧化反应器,且能定期出售反应器产生的厌氧氨氧化颗粒污泥(红菌),得到额外的经济效益。
生物填料的厌氧氨氧化反应器,在反应器中投加填料,如投加悬浮填料(如聚胺酯的方块形填料,聚乙烯或聚丙烯等制作的多孔成型填料等)、固定纤维填料(纤维的材质有腈纶、聚酯、尼龙等)。国内不同的厌氧氨氧化技术提供商采用不同的挂膜生物填料,都能取得较好的效果。但从填料的使用寿命、填料的亲水性及挂膜的速度来看,尼龙是较好的填料,缺点是价格相对较贵。采用填料法,厌氧氨氧化挂膜比较容易,系统的抗冲击能力比较强,不需安装三相分离器,可广泛应用于进水浓度波动较大的含高氨氮工业废水处理。缺点是由于安装大量的填料,投资成本高一些,且不容易产生能销售的厌氧氨氧化的副产品红菌。
04目前厌氧氨氧化研究和应用的难点及解决途径
对于氨氮浓度﹥200mg/L且碳/氮比<0.5的含氨氮废水,厌氧氨氧化的工程化应用已较为成熟,无论是悬浮颗粒污泥法,还是生物膜法的厌氧氨氧化工艺,都有大规模工程化应用,已不存在工艺和工程技术问题。但对于氨氮浓度<200mg/L,特别是氨氮浓度<120mg/L的低碳/氮比废水处理,则还存在不少有待解决的技术问题,鲜有大规模工程化应用的报道。
与高浓度氨氮废水的厌氧氨氧化相比,当氨氮浓度较低时,氨氮被氨氧化菌氧化为亚硝酸盐,由于氨氮浓度低,不存在游离氨的抑制作用,形成的亚硝酸盐很容易被亚硝酸盐氧化菌进一步氧化为硝酸盐,从而无法继续进行厌氧氨氧化,使厌氧氨氧化作用失效,失去了脱除废水中总氮的能力。
目前解决低浓度氨氮的厌氧氨氧化,主要有3种途径:① 部分反硝化-厌氧氨氧化:部分反硝化这个理念是由北京工业大学彭永臻院士团队提出的,即在厌氧或缺氧的环境下,硝酸根在部分碳源的作用下,可以部分反硝化形成亚硝酸根,形成的亚硝酸根再与废水中的氨氮反应,在厌氧氨氧化的“红菌”作用下,转化为氮气而脱除氨氮与总氮。关于该工艺的研究,彭院士团队做了大量的实验室研究与中试研究,西安第四污水处理厂的处理出水,长年总氮<5mg/L。通过取样研究,在A2O工艺的第二级A池中,找到厌氧氨氧化的“红菌”,似乎验证了在实际污水处理厂存在这种脱氮途径。但对此孤例的研究与探索,仍需要更多的实例加以证明。
② 在回流污泥中添加三价铁盐,从而抑制亚硝酸盐氧化菌:这个方法是由澳大利亚昆士兰大学的袁志国教授提出的。在SBR工艺回流的污泥中添加三价铁盐,三价铁盐对回流污泥中的亚硝酸盐氧化菌形成抑制作用,这样在曝气时间段,废水中的部分氨氮形成亚硝酸根,在停止曝气时间段亚硝酸根与氨氮在厌氧氨氧化菌的作用下形成氮气而脱除。该工艺已有一座污水处理厂的应用实例,但总体上对系统的曝气与停止曝气时间及曝气量的控制都有相对比较严格的控制要求。
③ 我们提出的低浓度氨氮的稳定亚硝化-厌氧氨氧化工艺,采用添加沸石及控制氨氮硝化过程的一些边界条件,成功地将氨氮浓度低至30mg/L的氨氮废水,实现了相对稳定的亚硝化,然后再与原水的氨氮一起进入厌氧氨氧化反应器,从而实现低碳/氮比、低浓度氨氮的厌氧氨氧化。利用该工艺,成功地完成了稀土开采废水(氨氮浓度为50~150mg/L),几乎没有碳源的废水处理中试。同时也在广州深涌污水处理厂建设了一套中试装置,在进水COD为80~110mg/L、氨氮为40~50mg/L的条件下,不投加碳源,处理出水COD<50mg/L,出水氨氮<5mg/L,TN<12mg/L的效果。
总结以上3种途径:第一种方法由于部分反硝化也需要碳源,因此将来即使可以大规模应用,其进水的碳/氮比仍应大于2.2;第二种方法要有更多的应用案例来确定其最佳控制策略;第三方法对碳/氮比没有要求,操作也相对比较容易,需要更大规模的工程化应用加以验证。